
David, Tobias and I finished a two-week d-TACTICS workshop in China yesterday. Together we took the subway and the maglev train to the airport. The train was fun. We reached 300kph while looking out the window at the cars stuck in traffic, blowing horns like the Chinese like to do. It took 7 minutes to get from Central Shanghai to the train platform between the two terminals. The total cost of the trip from the far side of Shanghai was about $7 for the train and 70 cents for the subway, compared to $80 to go the other way in a taxi.
Tobias managed to get a late flight back to Germany last night. David left for London this morning, and I will leave tomorrow for the U.S. then back to Panama. I have to go to Alabama to pick up some spare parts for my sailboat, which I left at my sister’s house, then head for Panama and back to the Ariadne, my sailboat.
I am in the Shanghai Pudong Ramada Hotel at the airport now on the 7th floor. This is my third trip to China in the last 8 weeks. I reached Diamond level on Delta airlines this year, a reward I hope never to get again. Yesterday, I got a call from one more client to come to help with a problem. I turned them down, as much as I wanted to stay, but I think I wanted to go home. I have made a lot of sacrifices over the years when people have called, rarely if ever having the sense to say, “no.” I am 65 years old. It’s time. Even David and Tobias said to go home.
The sky is as clear a New Hampshire morning, a rare event here in Shanghai. In one direction from my 7th floor room I can see the runway, with one large plane after another taking off for cities halfway round the world. When I look the other way, there are so many ships carrying freight that every day looks like the Invasion of Normandy, or perhaps the Battle of Leyte Gulf since we are in the Pacific. Can the demand for goods around the world really be so large? Who is buying all that stuff? Does it all have to be made in China?
Maybe, just maybe, there are a few things on those ships The New Science of Fixing Things helped make a little better. Maybe there are engineers in the factories where we have worked and taught, who can make things better and are more reliable. Maybe there are a few folks here in Shanghai who will remember us after we fly away, because they had fun learning to do their jobs better, faster and are confident in the products they make.
I hope so. It really matters to me. It seems as if the fundamentals of making things aren’t so fundamental any more. But we have fun teaching it and I am grateful for those who invite us to work with them. I am the luckiest engineer I know. I like the work, and the people we work with around the world.
I know when things started to get more confusing for manufacturing engineers. It was when we replaced, or tried to replace, sound reasoning with computers and thousands of data points when only a few will do. Projects that should take an hour or a day often take a month or a year, by people who make claims about continuous improvement and six-sigma.
We had a couple of projects this week that were rather simple (just because it’s simple doesn’t mean it is easy.) Simple projects, properly told in a story are very revealing. Simple projects teach us the fundamental principles we need to adhere to when the tough ones come along.
One project was claimed as a run-out issue on a shaft-pinion assembly. (It still gets under my skin when someone calls a problem an issue, but these folks are Chinese and heard this nonsense from Americans, so I meditated for a second and let it go.) Just as we always do at the beginning of a project, we have to sit through a presentation of useless statistics confused with problem solving tools. We looked at a process capability analysis of run-out which came from measuring lots of parts, revealing nothing useful, but claims of stability or lack thereof.
You cannot diagnose anything based on measuring shaft run-out. It can’t be done. There is a simple test for how helpful a measurement system is for diagnosis. If the value is calculated, then don’t use it. (There are exceptions, and we know them all.) Run-out is generated by setting an indicator on a shaft, rotating the shaft 360° and reading the full sweep of the indictor; in other words, subtracting the smallest value from the largest value. It’s calculated, and looses useful positional information.
I read Keki Bhotes book on World Class Quality 25 years ago, and knew that what he was proposing in the infamous rotor shaft case he copied from Dorian Shainin was flawed. It was flawed because he used the shaft diameter, a measurement that is independent of how the machines tool created it. A lathe creates a point in space some distance from the axis of rotation, a radius. Thus, a diameter is a sum of two radii, a weak approach to professional problem solving. Simple enough. Unfortunately, Keki used this case to teach multi-vari to thousands over the years from a starting point that has little to do with the action of the machine, but rather a universal decomposition into within part, part-to-part and time-to-time.
In the new shaft run-out case and the old rotor shaft case, the measurements reveal nothing about the machine action that created the parts, which is the whole point of this level of technical problem solving. No one teaches it properly…well, we do. It’s the primary focus of our d-TACTICS workshops.
In the shaft run-out project this week, the measurement of run-out was not only of little help (other than for quality control) but the measurement of run-out improper. They were being measured while located in a VEE block, not on center.
I asked them to select three shafts, number them, and chuck #1 into a milling machine. Once in the milling machine, I asked them to properly locate and zero the indicator, mark the shaft, then rotate 90°, mark the displacement again, then repeat at 180° and 270°. Next, do the same thing for the rest of the shafts. Then, of course, we plotted the results of the three shafts, starting at 0° then 90°, 180° and 270°. The plot below shows the results. As always, a list of numbers never has the power of a picture.
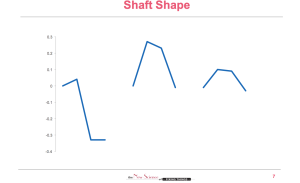
Once that part of the task was finished, the shafts were inserted into the pinion using the normal process. Next, each assembly was checked again at the four positions where the displacement was measured and recorded. The values were plotted. The redlines the shaft shape as it was received, the blue the same positions measured after the pinion was installed. Have a look. Is the run-out a function of the INPUT (shafts) or FUNCTION (assembly process?)

Since we know small sample sizes are effective, and most people are trained to sample lots of parts, one guy asked if he could measure a few more to gain a bit of confidence. I relented, as long as he was willing to look back upon completion and tell me how much value the additional parts (and time) really were worth. He did, and admitted it had little value, but did make him feel better. However, I drew the line when he said they wanted to calculate the correlation coefficient. He did it anyway when I wasn’t looking.
That reminded of a somewhat tough but interesting job we had a few months ago in Beijing, the details of which are not important. As part of the job, I asked the folks in the CMM room to measure the shape of an inspection cover for a large gearbox. I specifically asked for shape, not flatness, as flatness is a series of numbers, a calculation. (Now you know calculated values are trouble.)
I couldn’t talk to the CMM folks (Chinese), so I drew a picture with three cones to locate the part, showed him were to zero the CMM, and put a point on the cover where I wanted each reading. I think I wanted about 7 points along the long sides, and maybe 5 along the short sides. I would have done it with a dial indicator, (a clock if you are English) but they didn’t have one. Hardly anyone has the hand tools I want any more, the basic tools for simplicity and speed that give us the ability to take our own readings, to think through what measured values are telling us in a story as they are revealed and plotted on a sheet of paper, rather than a list that shows up in your email. These days we have little choice but to use beautifully precise and accurate, but often, unnecessary machines that can stand in the way of the craft of problem solving.
A few hours later, I was handed a thumb drive. I inserted the drive into my Mac, and was annoyed by a string of thousands of numbers when I only wanted a few. I went back with a translator, careful not to offend anyone. They had no cones to establish the datum as I wanted, so they used the CMM machine to find a datum. They then used a scanning probe, thus tens of thousands of numbers that breaks every rule of “keep it simple.” I went back to the conference room, picked out a few numbers and deleted thousands more, drew a picture and saw all I needed. The plate was distorted, and appeared to distort where the handles were welded on. The bolt torque was used up to straighten the plate instead of squeezing the gasket and water leaked into the gearbox.
d-TACTICS is the first in a series of our workshops, where we teach these principles if factories, followed by d-STRATEGIES, also a workshop in a factory.
z-STRATEGIES builds on these principles. It is taught using machines we have built, based on principles of machine performance, learning how make machines run better, last longer, and have some fun.
Now it is dark. I can see the navigation lights on the ships out the window of the hotel here in Shanghai, and I will head for home when I wake up. When I get home, I will get onto my sailboat, and head for Dolphin Bay near Boca Del Toro and take a few days off.

.

Very interesting. Thanks for sharing John
LikeLike
I love it when you think out loud…um…so to write. (As it were.)
LikeLiked by 1 person